


大理石平台厂家产品精度等级
2025-11-16 07:56:07
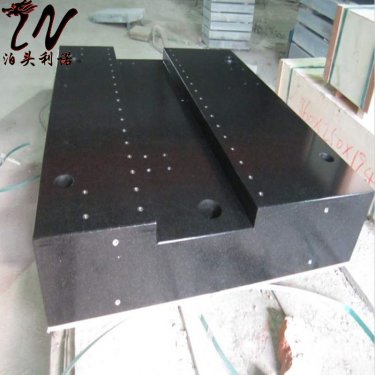
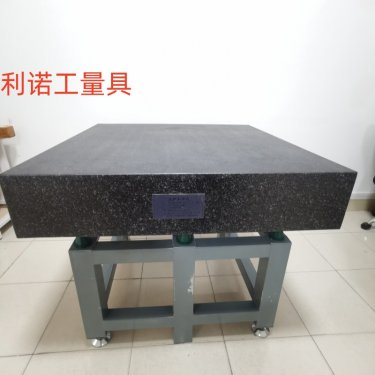
大理石平台也称大理石平板,是用于工件检验或者划线工作中的平面基准器具,广泛运用于机械加工制造活动中。
泊头市利诺工量具有限公司是大理石平台生产厂家,选用深埋地下亿万年主要矿物成分为辉石,斜长石,少量橄榄石,黑云母以及微量磁铁矿的花岗石、大理石为原料,经机械切割磨铣成形后由本公司技术人员手工研磨精制而成,表面黑色光泽,内部结构,由于经过亿万年的老化,质地均匀,晶粒细密、稳定性好、强度大、、无磁性、无塑性变形、不生锈、易清洗、维护方便等特点,能在重负荷下保持比较高的精度。其硬度比铸铁高2-3倍(相当于HRC>51),因此精度保持性好。在使用中大理石平台即使遭重物磕碰,至多掉几粒石碴而已,而不会像金属工具那样,因变形而破坏精度。广泛使用于工业生产和实验室、计量室的测量工作及机械、仪器的基础结构件
根据现行标准,大理石平台厂家产品精度等级划分主要依据 GB/T 20428-2006《岩石平板》和 JJG 117-2013《平板检定规程》,具体如下:
大理石平台厂家产品精度等级:
-0级:平面度误差在0.003乘以大理石平台对角线长度(mm)+2.5微米以内。适用于实验室环境或仪器校准。
-1级:平面度误差在0.006乘以大理石平台对角线长度(mm)+5微米以内。常用于半导体制造、光学仪器检测等场景。
-2级:平面度误差在0.012乘以大理石平台对角线长度(mm)+10微米以内。满足一般工业生产的测量需求。
-3级:平面度误差相对较大,通常在0.024乘以大理石平台对角线长度(mm)+20微米之间。对于整体规格较大的平台,整体平面度误差可能很大,适用于对精度要求不高的场合。

