


大理石平台精度等级
2025-11-09 07:31:20
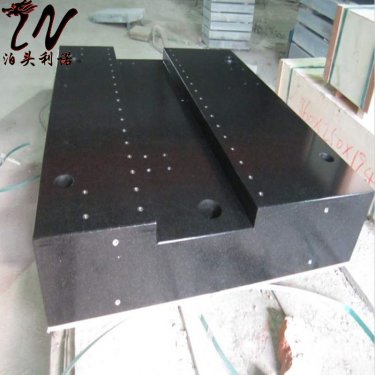
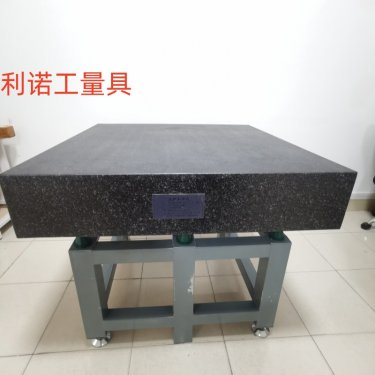
大理石平台也称大理石平板、岩石平板、花岗岩平板、花岗岩平台、平板,是以大理石(花岗岩)伟原料精机械加工及手工研磨加工制造而成的用于工件检验或者划线工作的平面基准器具,广泛运用于机械加工制造活动中。
大理石平台(大理石平板)的精度等级是衡量其测量准确性的核心指标,通常依据标准或行业标准进行划分。根据现行规范,其精度等级主要分为0级、1级和2级、3级四个级别,具体如下:
0级:zui等级,适用于测量场景(如仪器校准、实验室检测等),平面度误差小;
1级:次,常用于一般测量(如机械加工中的工件定位、模具检测等);
2级:中等精度,适用于普通工业测量需求(如车间现场的尺寸校验);
3级:基础精度等级,主要用于对精度要求不高的场合(如简单装配或粗基准参考)。
不同等级的平台在加工工艺、材质选择及后期研磨处理上存在差异,以满足不同场景的精度需求。
根据JJG-117大理石平台检定规程规定,大理石平台厂家、大理石平台生产厂家生产大理石平台精度等级如下:
0级大理石平台平面度允差(微米)=0.003乘以大理石平台对角线长度(mm)+2.5;
1级大理石平台平面度允差(微米)=0.006乘以大理石平台对角线长度(mm)+5;
2级大理石平台平面度允差(微米)=0.012乘以大理石平台对角线长度(mm)+10;
3级大理石平台平面度允差(微米)=0.024乘以大理石平台对角线长度(mm)+20。

