


机床铲刮工铲刮外包工作内容
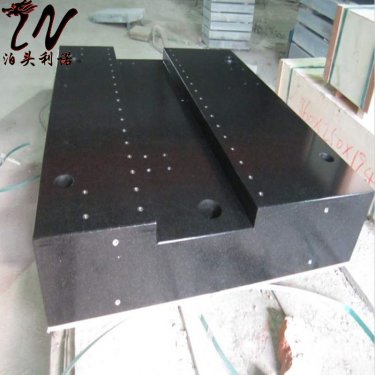
机床铲刮工的外包工作内容主要涉及对机床导轨、拖板、工作台等关键部件进行人工铲刮、刮研、铲花,以恢复或提升其精度、平面度、接触刚度和润滑性能。以下是机床铲刮外包工作的常见内容及细节:
1. 工作内容
1)精度检测与评估
预检测量:使用水平仪、平尺、千分表等工具检测机床导轨的直线度、平行度、平面度等几何精度。
接触点检查:通过涂色法(红丹粉或普鲁士蓝)评估导轨接触面积,确定铲刮区域和铲刮量。
问题诊断:根据检测结果判断磨损、变形或装配误差的原因,制定机床维修方案。
2)机床铲刮维修
粗铲刮:去除高点、毛刺或局部磨损层,初步恢复基准面。
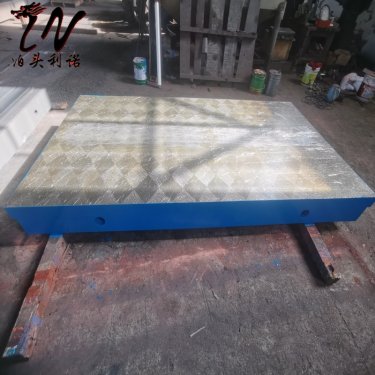
精铲刮:细化刮削,通过反复涂色磨合和刮研,达到25-30点/25×25mm²(根据机床要求)的接触点密度。
配合面修整:调整导轨与滑座、拖板等运动副的配合间隙,滑动平稳且无爬行现象。
3)辅助工序
表面处理:铲刮后清洁碎屑,涂防锈油或导轨油。
装配调试:重新组装铲刮部件,调整镶条、压板等,机床动态精度。
验收测试:空载/负载运行测试,验证铲刮效果(如进给平稳性、定位精度等)。
2. 外包服务范围
按部件外包:如仅机床导轨铲刮、机床工作台维修等。
整机精度恢复:涵盖多部件协同铲刮,需结合机床大修流程。
技术指导:部分外包可能提供现场技术支援或培训。
3. 报价与周期
计费方式:按工时(如500-800元/人天)或按面积(如每平方分米单价)。
影响成本的因素:
机床类型(车床、磨床等)和吨位。
磨损程度(轻微修整 vs. 严重变形返修)。
精度等级要求(普通机床 vs. 高数控机床)。
4. 外包合作注意事项
资质审核:选择有经验(如10年以上铲刮师傅)和成功案例的团队。
工艺标准:明确验收标准(如ISO或厂标)、使用的工具(手工铲刀或辅助设备)。
质保条款:约定铲刮后的保修期(通常3-12个月)和售后服务。
5. 适用场景
老旧机床翻新:延长设备寿命,比换经济。
新机床装配:部分机床需人工铲刮弥补机械加工误差。
故障维修:如导轨拉伤、爬行问题无法通过机加工解决时。
泊头市利诺工量具有限公司是机床铲刮工铲刮外包厂家、机床铲刮厂家,拥有多名机床刮研工、机床铲刮工、机床铲花工,可承接各种机械产品、机床产品的刮研、铲刮、铲花工作,收费合理,工作负责,欢迎械产品、机床产品、机床导轨面、结合面、导轨胶带、导轨贴塑、粘导轨板等机床刮研、机床铲刮、机床铲花需要的广大用户与我们联系!

