


磨床铲刮精度
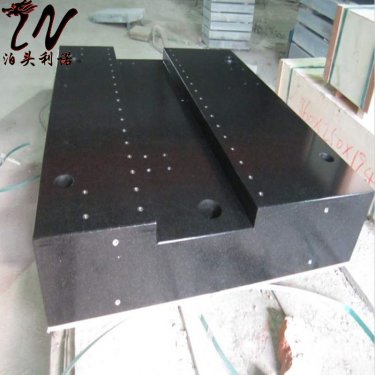
磨床铲刮也称磨床刮研、磨床铲花,磨床铲刮精度是磨床维修和磨床修理精度恢复中的关键技术,主要用于维修磨床导轨、磨床工作台等关键部件的平面度、直线度和配合精度。
以下是关于磨床铲刮精度的详细说明:
1. 磨床铲刮精度是通过手工或机械方式,用铲刀去除磨床工件表面高点,逐步达到高平面度、贴合度及油膜承载能力的过程。磨床铲刮精度通常体现在以下指标:
平面度:≤0.005mm/m²(要求可达0.001mm/m²)。
直线度:≤0.01mm/m(如导轨的直线性)。
接触点分布:每25×25mm²面积内12~20个点(通过显色剂检测)。
2. 影响铲刮精度的关键因素
⑴工具与材料:
①铲刀质量:高碳钢或硬质合金刀头,刀刃需保持锋利。
②检测工具:水平仪(0.02mm/m)、光学平直仪、百分表等。
③显色剂:红丹粉或蓝油,用于显示接触点。
⑵工艺控制:
①基准面选择:优先铲刮稳定、刚性好的基准面(如床身导轨固定面)。
②分阶段铲刮:粗刮(去除明显高点)→细刮(均匀分布接触点)→精刮(达到要求精度)。
③温度控制:环境温度稳定(20±1℃),避免热变形影响测量。
⑶操作技巧:
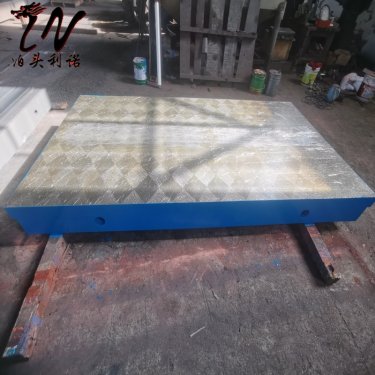
①铲刮方向交叉(形成网状纹路,提高油膜承载能力)。
②每次磨床铲刮量控制在微米级,避免过量切削。
3. 磨床铲刮步骤
1. 表面准备:清洁待铲面,去除毛刺和氧化层。
2. 涂色检测:在基准面(或配合面)涂显色剂,贴合滑动显示高点。
3. 粗刮:去除80%以上高点,大致平整。
4. 细刮:缩小铲刮范围,增加接触点密度。
5. 精刮:使用窄刃铲刀修整,达到精度要求。
6. 验收:用水平仪、平尺复检平面度/直线度,接触点需均匀分布。
通过严格控工艺和测量,磨床铲刮厂家通过磨床铲刮、磨床刮研、磨床铲花可恢复机床原始精度的90%以上,显著延长设备寿命。对于数控磨床,还需结合激光干涉仪补偿参数,达到综合定位精度。

