


机床铸件铸造工艺流程
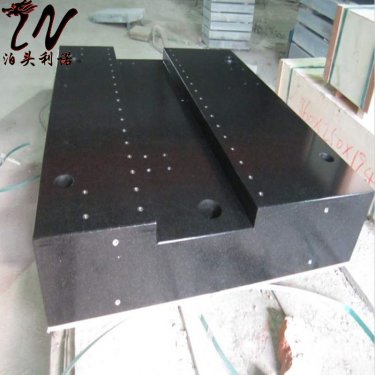
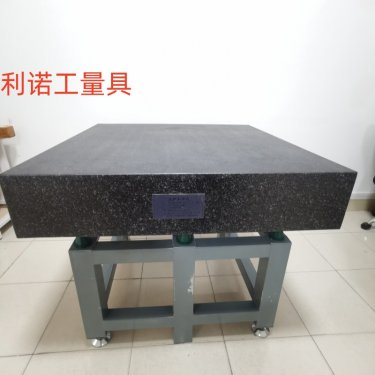
机床铸件作为工业母机的核心基础部件,融合了材料性能、结构设计与工艺技术,直接决定了机床的精度寿命、动态性能及加工稳定性。铸造生产厂家多采用灰口铸铁,其含碳量高且接近共晶成分,具备熔点低、流动性好、收缩率小的特性,能够铸造出结构复杂或薄壁的机床部件,满足机床床身、立柱等关键部件的复杂结构需求。铸铁中的石墨成分在切削加工时,能达到断屑的形成,相比钢材,可显著降低切削难度,提升加工效率,便于后续机床部件的精密加工。铸铁的消震性优于钢材,能吸收机床运行过程中产生的振动,减少振动对加工精度的干扰,达到机床加工的稳定性和工件表面质量。铸件内应力是影响机床精度稳定性的关键隐患,需铸造厂厂家通过自然时效(6-12个月)、振动时效、热时效等工艺消除内应力,且要求应力消除率≥85%,从根源使得机床长期运行的精度保持性。机床铸件作为“机床母机之基”,要具备高精度和极端稳定性,需依托铸造厂厂家完备的工艺链条(涵盖铸造、加工、热处理等)和质量体系,使得铸件能承受长期高精度、高负荷的运行考验,为机床的加工精度和使用寿命奠定基础。铸造生产厂家通过科学的时效处理工艺,消除铸造和加工过程中产生的内应力,避免铸件在长期使用中发生尺寸变形,使得机床导轨、工作台等关键部位的尺寸精度长期稳定,维持机床的加工精度一致性。
机床铸件作为机床的“基础骨架”,其铸造工艺流程需围绕结构复杂、精度要求高、体积大等特点,通过多环节严格控制,达到铸件的刚度、耐使用和稳定性。以下为机床铸件铸造的核心工艺流程:
一、模具制作
铸造厂厂家根据机床铸件的图纸和技术要求,设计并制造模具。模具材料通常选用石膏、树脂砂等,以使得模具具备足够的强度和耐使用性,为后续成型奠定基础。
二、材料熔炼
铸造生产厂家选择合适的金属材料,如铸铁、铸钢等,将其投入熔炉进行熔炼。生产铸铁类机床铸件时,常用冲天炉作为熔炼设备,使得金属材料达到所需的熔融状态,满足机床铸件性能要求。
三、造型制芯
铸造厂厂家配制型砂和芯砂,利用模样制造砂型,再通过型芯盒制作型芯。对于大型或质量要求高的机床铸件,需对砂型进行烘干处理,以提升砂型的强度和稳定性,避免浇注过程中出现砂型破损等问题。
四合型浇注
铸造生产厂家将制作好的砂型与型芯进行合型,使得各部件位置配合紧密,随后将熔融的金属液平稳注入砂型中,完成浇注操作。
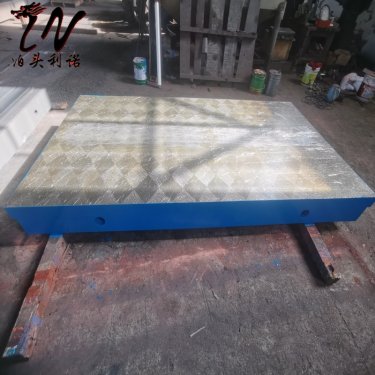
五、清理与后处理
浇注完成后,待金属液冷却凝固,铸造厂厂家对机床铸件进行清理,去除表面的型砂、氧化皮等杂质。随后开展消除缺陷、热处理等工序,进一步优化铸件的力学性能和尺寸稳定性,满足机床对铸件的高精度要求。
下一篇:没有了

