


铸铁平板刮研工艺介绍
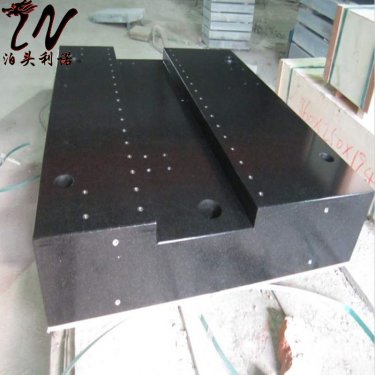
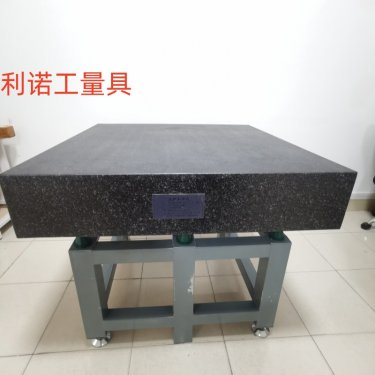
铸铁平板也称铸铁平台、平板,是工件检验或者划线工作中的平面基准器具,铸铁平板厂家生产的铸铁平板整体采用不大于HT250材质普通铸铁或者合金铸铁铸造加工而成,按照结构不同,铸铁平板分为箱体式铸铁平板和筋板式铸铁平板两种,按照等级不同,铸铁平板分为0级、1级、2级和3级,0级、1级和2级铸铁平板作为检验平板使用,3级铸铁平板作为划线平板使用,
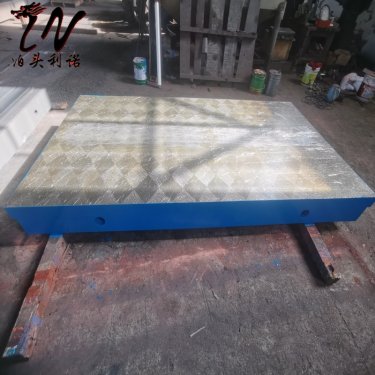
0级和1级的铸铁平板工作面应采用刮研法(铲刮法)进行精加工;2级和3级铸铁平板的工作面允许采用机械加工法进行精加工。
铸铁平板刮研工艺介绍:
铸铁平板刮研是一种通过人工刮削与研磨相结合的精密加工工艺,旨在提升铸铁平板的平面度、接触精度和表面质量,以满足高精度检测、装配等需求。以下从工艺目的、核心流程、技术要点等方面进行详细介绍:
一、铸铁平板刮研的目的
1、提高精度:铸铁平板刮研可以降低表面粗糙度值,提高接触精度和几何精度,从而提高铸铁平板平面精度、润滑性能、机械效益和使用寿命,这些是仅用平面磨床和导轨磨床加工难以达到的重要加工工艺。
2、优化性能:通过铸铁平板刮研形成的储油微孔结构,可显著降低摩擦,提升铸铁平板的润滑性能和耐使用性,延长铸铁平板使用寿命。
二、铸铁平板刮研工艺流程
1、预处理:对待刮研铸铁平板进行表面检查,检查有无铸造缺陷,并进行四周倒角去毛刺处理,避免操作过程中划伤,同时对三块铸铁平板进行编号,便于后续铸铁平板供应工序操作。
2、粗刮:先单独对每块铸铁平板进行粗刮,去除机械加工残留的刀痕、锈斑及表面不平整状态,初步检测并记录各铸铁平板的初始平面度误差,为后续循环铸铁平板刮研打下基础。
3、循环刮研:按原始铸铁平板刮研步骤对三块铸铁平板进行循环刮研,逐步消除平面度误差,直至达到铸铁平板等级精度要求。
三、铸铁平板刮研技术要点
1、材料与稳定性:铸铁平板采用不低于HT250材质普通铸铁或者合金铸铁铸造,并经过人工时效处理消除内应力,长期使用精度稳定,可以避免因应力释放导致铸铁平板变形。
2、精度控制:铸铁平板刮研后的平面度可达0级(符合国标GB/T 22095-2008),满足高精度工件检验检测需求。
3、 工作面要求:0级的铸铁平板刮研后支承面积的比例不应低于20%, 1级铸铁平板刮研后支承面积的比例不应低于15%,2级和3级铸铁平板刮研后支承面积的比例均不应低于10%。支承点应分布均匀,既降低摩擦,又提升使用性能。
下一篇:没有了

