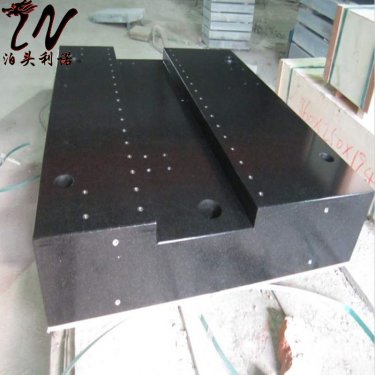
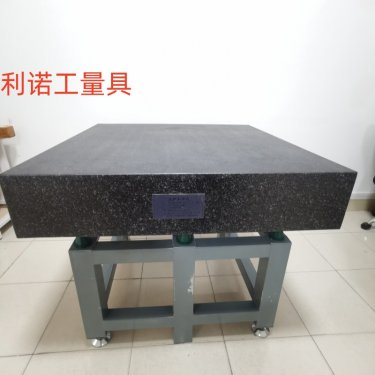



机床导轨刮研工艺特点
机床导轨刮研也称机床刮研、机床铲刮、机床铲花,是通过手工刮研铲刮铲花来达到机床导轨直线度、平行度等精度要求,满足机床加工需要的一种工艺,一种通过手工操作实现高精度表面加工的传统技术,机床导轨刮研工艺特点主要体现在以下几个方面:
一、 高精度与稳定性
⑴微量切削保持精度:机床刮研属于冷加工工艺,切削量很小(通常为0.005-0.03mm),加工温度低于5℃,几乎不会改变铸铁表层结构,避免机床导轨因磨削产生的热变形(如0.02-0.05mm/m的热变形),机床导轨长期几何精度稳定。
⑵动态适配性:通过手工操作,可实时根据机床导轨损伤情况调整机床导轨刮研力度和角度,维修机床导轨表面的沟槽、拉伤、变形等缺陷,恢复机床导轨的直线度、平面度等几何精度,解决工作台爬行、抖动、加工振纹及尺寸超差等问题。
二、灵活性与适配性
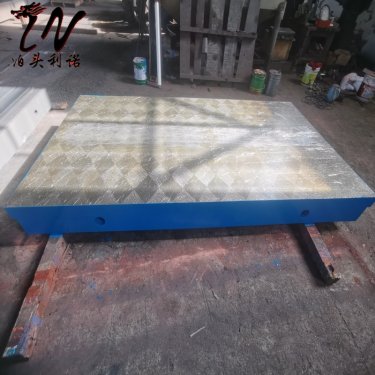
⑴定制化几何形状:机床刮研可按照实际需求将机床导轨或工件平面刮成中凹或中凸等形状,解决机械加工难以实现的误差消除问题,适配不同机床导轨设计要求。
⑵不受工件条件限制:机床刮研作为手工作业,不受工件形状、尺寸和位置的限制,尤其适用于尚未配备机床导轨磨床的工厂,以及大型、精密机床导轨的精加工和危险,通用性高。
三、低损伤与长寿命
⑴优化摩擦性能:机床刮研形成的表面纹理能储存润滑油,形成稳定油膜,可降低滑动摩擦系数30%-50%,减少机床导轨与轴承的磨损,延长部件寿命2-3倍。
⑵避免结构破坏:小的切削量和低温加工特性,避免了对机床导轨基体材料的热影响和结构破坏,保持铸铁机床导轨的原始性能,尤其适合静压导轨的基座加工,油膜悬浮减摩功能的实现。
四、工具简单与经济性
⑴工具通用性强:机床刮研仅需刮刀、基准表面和测量工具,工具简单且通用性高,无需复杂设备,降低了机床维修成本。
⑵加工余量少:由于机床刮研是精密加工工序,加工余量少,可直接针对导轨损伤部位进行维修,减少材料浪费,提高维修效率。
综上,机床导轨刮研工艺凭借高精度、强适配性、低损伤、工具简单等特点,成为导轨损伤维修和精密加工的核心手段,尤其适用于对精度和稳定性要求高的场景,尽管存在依赖人工的局限性,但其在机床维护和特殊导轨加工中仍具有不可替代的价值。

