


机床刮研标准
2026-01-26 07:53:01
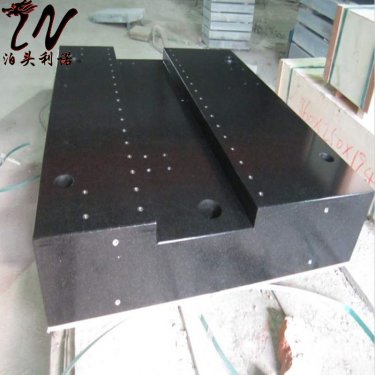
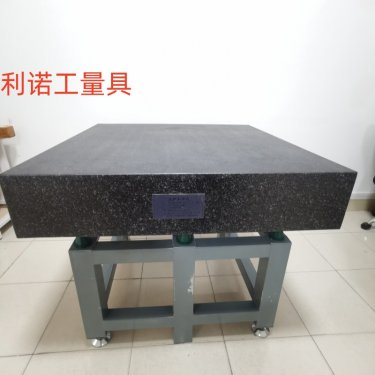
机床刮研也称机床铲刮、机床铲花,是一种以手工操作为核心的精密加工工艺,通过刮刀、基准工具和显示剂的配合,对机床关键部件(如导轨、滑动轴承轴瓦等)进行高精度修整,以满足几何精度、表面质量和润滑性能的要求。通过刮刀去除工件表面高点,形成均匀分布的微小接触点(通常每25mm²内20-25个研点),这些凹坑可储存润滑油,减少摩擦并提升运动平稳性,逐步修正平面度、直线度等几何精度。
机床刮研厂家通过手工刮研可以恢复机床几何精度,维修机床导轨磨损或变形,达到平行度、垂直度等参数符合要求;提升机床机械性能增强接触刚度,减少受力变形;油膜润滑降低滑动摩擦,避免“爬行”现象。 延长机床使用寿命,避免了机械加工可能引起的应力集中,工作表面更抗用。
机床刮研标准:
⑴接触点数标准
①粗刮阶段:每25mm²面积内接触点需达到4-6个,消除机械加工痕迹。
②细刮阶段:接触点增至10-16个/25mm²,形成交叉网纹以增强润滑与承载能力。
③精刮阶段:需实现20-25个/25mm²的高密度接触点,部分高精度机床甚至要求≥85%接触面积。
⑵几何精度控制
①直线度误差:通过标准平尺、桥尺等基准工具检测机床导轨全长上的研点分布均匀性,配合水平仪与桥板测量,使得机床刮研面垂直与水平平面内的直线度达到要求。
②平面度与贴合度:刮研后的表面需满足机床要求的平面度公差,并通过涂色法验证接触面的连续性。
⑶表面粗糙度与微观结构
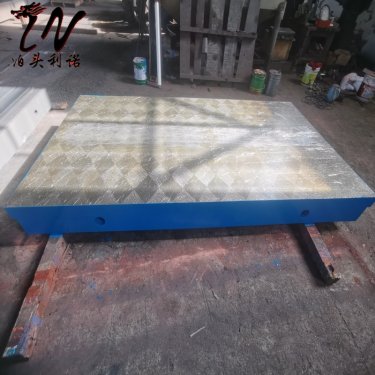
①储油纹理设计:机床铲花形成的斜纹或鱼鳞纹控制在微米级,可储存润滑油膜,降低摩擦系数30%-50%,延长机床导轨使用寿命。
②机床刮研工艺优势:切削量仅0.005-0.03mm,避免热变形,保持机床铸铁基体结构及精度稳定性。

