


大理石平台维修费用
2025-11-30 15:14:56
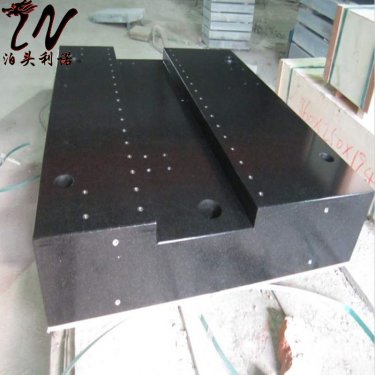
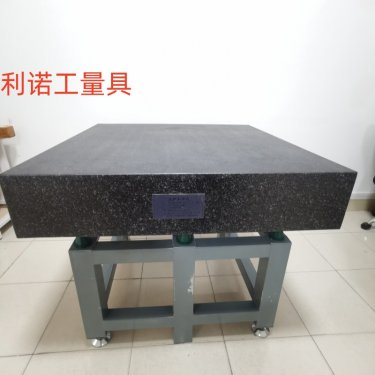
大理石平台经过长期使用,由于与工件接触摩擦使得局部凹陷从而使得大理石平台平面度发生变化,当整体平面度数值超出大理石平台所在等级精度要求时就需要进行大理石平台维修、大理石平台修理,恢复大理石平台平面度,满足工件检验或者划线要求。
大理石平台维修费用因多种因素而异,以下是一些常见的价格范围及相关说明:
一、按面积计算:一般来说,面积越大,单位面积大理石平台维修价格相对越低,面积越小,单位面积大理石平台维修费用越高。
二、其他影响因素:除了上述的基本费用外,维修的具体费用还会受到以下因素的影响。
①磨损严重程度:如果大理石平台只是轻微磨损,维修相对简单,费用可能较低;但如果磨损严重,需要多的维修工作和材料,费用则会相应增加。
②维修方式:上门维修通常会比返厂维修的费用略高,因为涉及到人员的差旅费等额外成本。
③距离远近:距离维修厂家较远的话,可能会产生较高的运输费用,从而增加总体维修成本。
④要求或复杂工艺:如果对大理石平台的精度、平整度等有gen高的要求,或者需要进行的处理和维修工艺,如研磨、拼接等,费用也会有所上升。
综上所述,大理石平台维修费用需根据客户具体情况来综合核算,平衡各方面因素才能供需双方满意的大理石平台维修价格,欢迎有大理石平台维修需要的用户厂商与泊头市利诺工量具有限公司联系,合作共赢,共同发展!

