


机床铲花工艺与标准
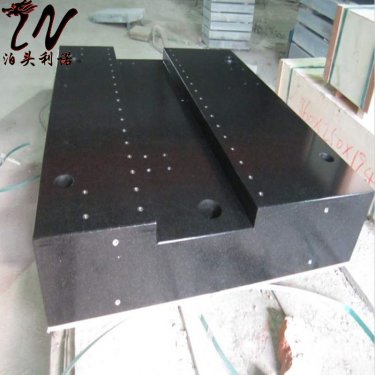
机床铲花也称机床刮研、机床铲刮等,是指用刮刀在工件需要加工的表面上刮去一层很薄的金属以达到工件平面度、平行度、垂直度、直线度等要求,满足工件工作需要的一种金属手工加工工艺,具有切削量小、切削力小、产生热量小、装夹变形小等特点,不存在车、铣、刨等机械加工中不可避免的振动、热变形等因素,所以能获得很高的尺寸精度、形状和位置精度、接触精度、传 动精度和很小的表面粗糙度值。刮削后的工件表面能形成比较均匀的微浅凹坑,可创造良好的存油条件,改变了相对运动零件之间的润滑情况。是机床装配、机床、维修、机床修理工作中达到要求精度和质量的一种重要的加工方法。
机床铲花工艺与标准:
1、机床铲花粗刮。当工件表面有较深的 加工刀痕,工件表面生锈或刮削量较多时,都进行粗刮。这时可采用长刮法,机床铲花的刀迹连成长片。机床铲花要在整个刮研铲刮面均匀进行,一般应顺工件长度方向。当铲花到在 25mmX25mm面积内有3〜4个接触点且分布均匀时机床铲花粗刮结束。
2、机床铲花细刮。主要是使刮研铲刮铲面进一步改变不平现象。铲花时采用短刮刀法。每刮一遍时,要保持一个方向,刮下一遍时要交错铲花,以原方向的刀迹。为了使接触点很快增加,在刮削接触点时,把接触点周围部分也刮去,这样当高点刮去后,周围的次高点容易显现出来,经过几遍铲花,次高点周围的接触点又会很快显示出来,可提高机床刮研铲刮效率。机床铲花过程中,要防止刮刀倾斜而划出深痕,显东剂要涂布得薄而均匀。当在25mmX25mm的面积内出现12〜15个接触点时,机床铲花细刮即告结束。
3、机床铲花精刮。在细刮的基础上通过精刮增加接触点,使工件符合精度要求。刮削时采用精刮刀进行点刮,要注意落刀轻、起刀要快,在每个接触点上只刮一刀,不重复,并交叉进行刮削。当在25mmX 25mm的面积内有20点以上时,可将接触点分为三类分别对待:大而亮的接触点全部刮掉,中等接触点在其顶点刮去一小片;小接触点留着不铲花。这样连续刮研铲刮几遍,待出现的接触点数达到要求即可。
4、机床铲花刮花。可使刮研铲刮面美观,能使滑动件之间造成良好的润滑条件,并且还可以根据花纹的消失多少来判断机床刮研铲刮铲花面的磨损程度。

