


大理石平台修理精度等级要求
2022-08-12 15:29:08
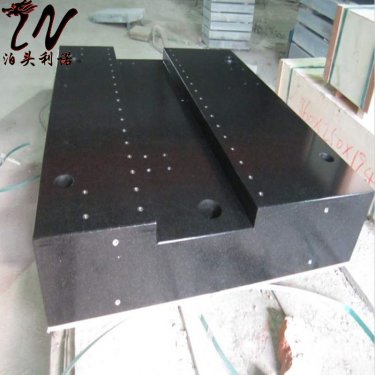
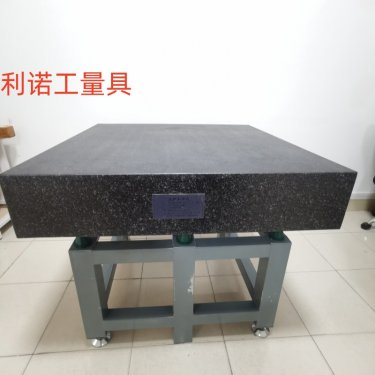
大理石平台也称岩石平板、平板,是用于工件检验或者划线工作中的平面基准器具,按GB/T20428-2006标准规定,大理石平板、大理石平台平面度精度分为0级、1级、2级、3级四个准确度等级.工作面经机械加工后由技术工人手工研磨精制而成。现在一般厂家使用精度要求为0级,大理石平板、大理石平台准确度精度受温度变化影响非常小,远远优于铸铁平板及铸铁平台,在现代机械生产制造中尤其是对精度要求高时越来越多的应用。
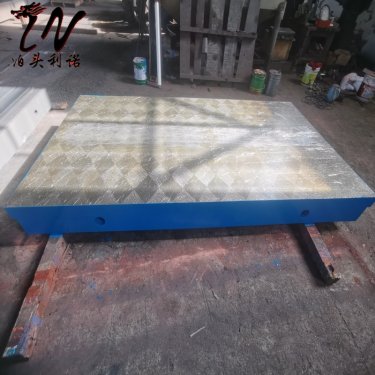
大理石平台、大理石平板硬度比铸铁高,但是在检验、检测过程中,由于与被检测、检验产品之间的相对移动、摩擦也会磨损,由于一般使用大理石平台检验、检测的产品精度要求会很高,所以对大理石平台、大理石平板精度的要求也很高,如果大理石平台、大理石平板自身的平面度超差就无法保持检验、检测结果的准确性、正确性。因此大理石平板、大理石平台平面度超差就需要进行大理石平台维修、大理石平台修理精度恢复,通过人工研磨来修理大理石平台平面度,达到大理石平台修理等级要求满足工作需要。
大理石平台修理精度等级要求:
0级大理石平台修理精度要求(微米)=0.003乘以大理石平台对角线长度(mm)+2.5;
1级大理石平台修理精度要求(微米)=0.006乘以大理石平台对角线长度(mm)+5;
2级大理石平台修理精度要求(微米)=0.012乘以大理石平台对角线长度(mm)+10;
3级大理石平台修理精度要求(微米)=0.024乘以大理石平台对角线长度(mm)+20

