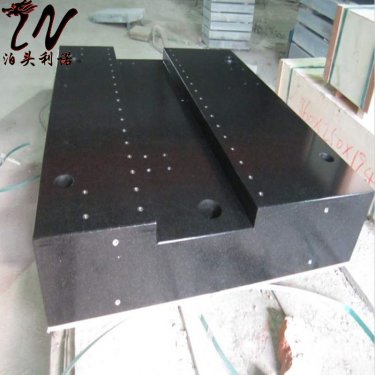



机床刮研铲刮过程
机床维修方法很多,要根据机床导轨的磨损程度、研伤状况及本企业所具备的机床修理条件综合考虑确定机床维修方法。常用的方法有配磨法、精刨法、刮研铲刮法、塑料粘贴 法、钎焊或铁粉粘补法及几种方法相结合机床维修法。
机床刮研铲刮过程可分为三个不同的阶段:
(1)粗刮
由于机床表面有显著磨损痕迹或已生锈, 加工余量较大,要进行粗刮。方法是采用长柄刮刀,可以加大压力或行程,使刮屑厚而宽,去屑量多。压力用得恰当时,刮下的铁屑发热,刀口有青烟。刮时刀痕要连成一片,不可重复。每刮四、五遍以后,平面的四周就会比中间高些,所以四周要多刮两次。刮后擦净表面,用显示剂检査接触点的分布情况,并按点子进行机床刮研铲刮,一直刮到每25毫米X25毫米的面积内有4〜6个接触点时为止,这时粗刮就算完成。
(2)细刮
粗刮后的机床表面高低相差很大,显示后接触的 点子很少。细刮是刮去粗刮后高的接触点,以的接触 点。细刮时刀迹的宽度在6毫米左右,刮刀行程5〜10毫米。 在刮削过程中,每刮完一遍,要变换一下方 向,以形成45°〜60°的网纹。当刮到每25毫米X25毫米面积 内有8〜16个点,就可以精刮了。刮削时,高的接触点子周围也应刮去,点子越疏,刮削面应越大。
(3)精刮
使用小刮刀进行,刀痕宽一般在4毫米左右,刀的行程在5毫米左右。精刮时用力大小要适当,刀刃保 持锋利,每刀要刮在点子上,点子越多刀痕要越小,力量要越轻。当点子逐渐增加时,可以分为三个步骤刮削:大而亮的点子全部刮去,中等点子在中间刮去一小片,小点子留下不 刮。经推磨下二次刮削时,小点子会变大,中等点子分为两个点子,大点子则分为几个点子,原来没有点子的地方会出现新点子。经过数次反复,点子就会越来越多。精刮后,一般应达到在25毫米X25毫米面积内有20〜 25个接触点。
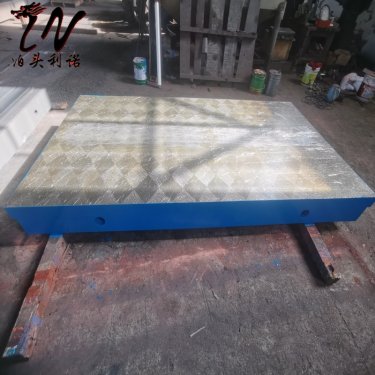
(4)刮花
刮花是在已刮好的机床表面上用刮刀刮去一层金属以形成花纹,其作用是完善润滑,增加美观,并 可根据花纹的磨损和消失情况来判断机床磨损程度。刮花时多用带有弹性的刀杆,刃口较窄而锋利的刮刀。

