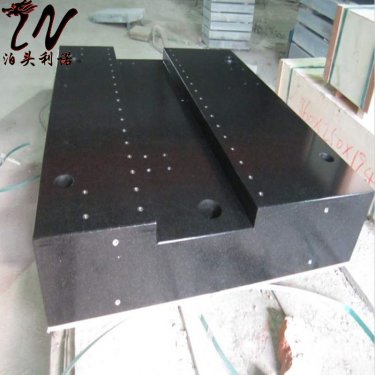



铸铁平板刮研铲刮过程
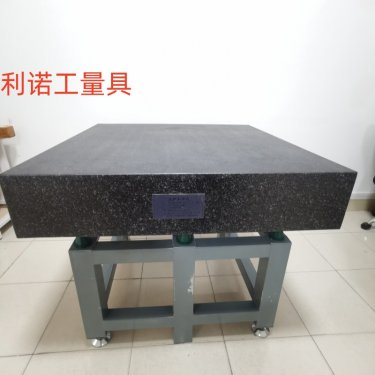
铸铁平板也称铸铁平台、平板、刮研平板,是用于工件检验或者划线工作中的平面基准器具,一般单块规格为100x100mm-3000x8000mm,大于此规格时可以把多块拼接在一起使用,规格可按图定制。
铸铁平板以生铁为原材料经冶炼、铸造经人工时效或者自然时效处理,工作面经机械加工(刨、铣、磨)后再由本公司铸铁平板刮研、铸铁平板铲刮技术人员手工刮研、铲刮或者研磨制造而成,工作面硬度:硬度为HB170-240。经过两次人工处理(人工退长600度—700度或自然时效2—3年)使用该产品的稳定、工作状态良好。材质:铸铁HT250。
铸铁平板刮研铲刮过程可分为三个不同的阶段:
1、粗刮
由于铸铁平板加工后表面有显著的加工痕迹或已生锈, 加工余量较大,所以要先粗刮。方法是采用长柄刮刀,可以加大压力或行程,使刮屑厚而宽,去屑量多。压力用得恰当时,刮下的铁屑发热,刀口有青烟。刮时刀痕要连成一片,不可重复。每刮四、五遍以后,平面的四周就会比中间高些,所以, 四周要多刮两次。刮后擦净表面,用显示剂检査接触点的分 布情况,并按点子修刮,一直刮到每25毫米X25毫米的面积 内有4〜6个接触点时为止,粗刮就算完成。
2、细刮
粗刮后的表面高低相差很大,显示后接触的点子很少。细刮是刮去粗刮后高的接触点,以的接触点。细刮时刀迹的宽度在6毫米左右,刮刀行程5〜10毫米。 在刮削过程中,要按方向刮,每刮完一遍,要变换一下方向,以形成45°〜60°的网纹。当刮到每25毫米X25毫米面积内有8〜16个点,就可以精刮了。刮削时,高的接触点子周围 也应刮去,点子越疏,刮削面应越大。
3、精刮
使用小刮刀进行,刀痕宽一般在4毫米左右,刀的行程在5毫米左右。精刮时用力大小要适当,刀刃要保持锋利,每刀要刮在点子上,点子越多刀痕要越小,力量要越轻。当点子逐渐增加时,可以分为三个步骤刮削:大而亮的点子全部刮去,中等点子在中间刮去一小片,小点子留下不 刮。经推磨下一次次刮研铸铁平板时,小点子会变大,中等点子分为两个 点子,大点子则分为几个点子,原来没有点子的地方会出现新点子。经过凡次反复,点子就会越来越多。精刮后,一般应达到在25毫米X25毫米面积内有20〜 25个接触点。
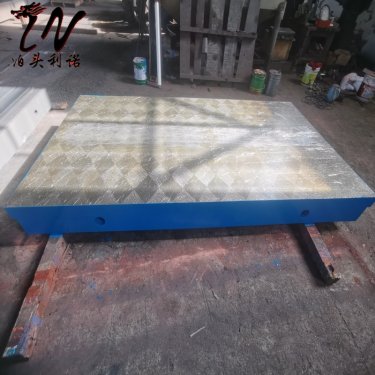
四)刮花
刮花是在已刮好的工件表面上用刮刀刮去一层金属,以形成花纹,其作用是润滑,增加美观,并可根据花纹的磨损和消失情况来判断磨损程度。刮花花纹如 图5-52Q刮花时多用带有弹性的刀杆,刃口较窄而锋利的刮刀。

